PE管电熔焊接时间,冷却时间分别是多少?最好是庆发和亚大的管材焊接时间.
连接管道有两种常见的方法:热熔融连接以及设施与电力的连接。如何连接电管设备。
首先,将电管道组合放在管子上,然后根据指定的参数(时间,伏尔蒂克等)使用特殊的焊接机刺激教师的设施,以便将电融合管的内表面与电加热线和外表面一起用于融合管。
如何安装电气管设备?冷却后,将管道和设备组合在一起。
在这里,Runshuo Pipe行业将组织一组关于如何连接电气管组合方法的方法和连接电源插座的步骤的步骤:连接到切割管的末端应垂直切割,以确保有足够的热融化区域。
常见的使用工具包括旋转刀,锯木片,塑料管剪刀等;切割时不允许高温以避免高温。
测量和区分插入设备或焊接区域(例如鞍座安装)的深度。
请注意,试管的最后一个面应在轴上垂直切割。
清洁剂完全折叠后,应进行焊接。
清洁管道焊接区域后,应加强插入设备的深度。
如果管子在轴上未垂直切割,则将暴露焊接区域的一部分,从而导致熔融材料流向管子和其他焊接误差,以清洁接头,并用细砂纸,用细砂纸,scraper,scraper,scraper等区分插入的深度。
用干净的棉布在管子和管道设备的表面上擦除污垢,并标记插入深度。
一段时间存储聚乙烯管后,氧化物层将在表面形成。
在接近焊接之前,应完全去除焊接区域中的氧化物层,否则会影响焊接质量并导致安全风险。
在任何手动应力下安装的电管设备都可以旋转。
如果不严格安装在任何压力下,则在焊接过程中将熔化在最后一个面上表现出色,以将管或流入管中。
请注意去除管子内部和外表面上的边缘,边缘和残留物。
试管和管道设备的焊接表面应完全干净,干燥和无脂肪。
氧化物层出来后,您可以使用特殊的聚乙烯清洁剂或超过9 6 %的酒精和无色纸在安装之前清洁它。
管道设施是设备。
将电管线安装放在管子中,并具有特定的深度,然后将焊接连接到管设备。
校正和设置管子和设备的位置,使管道和设备在同一轴上进行电气使用,以防止偏心且糟糕。
焊接和加热的时间和精力应激活电动焊接机和电管道工厂的法规,以确保最佳电源电压和最佳加热时间下的最佳接头。
在连接电源之前,请注意所使用的电压和输入电缆的横向区域,将焊接设备连接到管道安装插座,输入焊接时间(FUS1 0N),并在管道组合上准确地将其冷却时间(冷却)。
按确认键,然后再次显示焊接机焊接参数。
完全确认后,按开始(启动)键开始焊接。
当焊接过程结束时,焊接机将自动发誓。
请在管道上注册焊接参数,操作时间和操作员。
PE电管设备的焊接温度:1 6 0 +/- 1 0°C,聚乙烯管(PE)的一般原理:聚乙烯(PE)通常可以溶解在1 9 0°至2 4 0℃之间的范围(通常不同粗度的熔化温度)。
目前,如果管的两个溶解部分(或管道的安装)被完全触摸并保持适当的压力(电热压来自焊接过程中由聚乙烯本身产生的热量。
冷却,因为冷却只能在质量上到达质量,因此在连接的质量时,pe接头只能在质量上施加。
在冷却时必须在冷却或外部效果时转移。
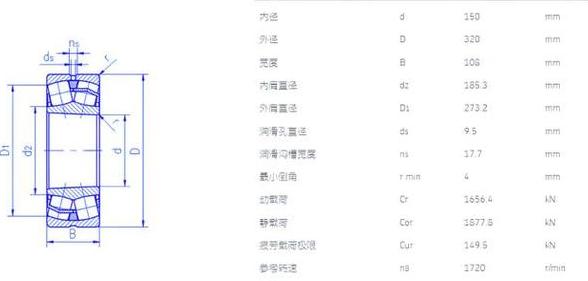
PE钢丝骨架管的电熔参数
有线骨骼管的三阶段参数是当前的3 0a,2 2 0V的电压和1 00次的时间。PE水管有两种类型,即均匀地使用,即PE1 00水管和复合的小便管PE。
PE水平的PE1 00-conwaiewor是内部没有电线网状的PE水管,主要用于市政供水项目和供水供水供水。
他携带的压力也会随着PE管道壁厚度的差异而变化。
除了PE1 00级管道外,还有PE8 0供水管道。
该管道PE仅可用于排水PE和下水道管道以及农业土地的灌溉管道。
当产生PE线网的PE的PE时,在相同原材料的先决条件下,PE供水压力值可以显着增加。
因此,电线网的PE管可用于供电的管道。
从供水的PE的骨架的电线网骨头上的压力下制备的值通常为1 6 公斤或更高。
由各种制造商生产的电催化配件PE是不同的,主要是电融合配件参数的焊接。
某些电动融合配件具有三个阶段焊接参数,并且还有一个或两个阶段的电脉置PE拟合。
在设计过程中应注意的是:确保管管管和有线网状骨骼管PE中的电子PE配件的第一件事。
连接时,管道和PE管的配件之间没有垃圾。
此外,为了确保PE线网眼和预付费PE配件的PE的位置,我们还必须注意每个熔融PE配件上的焊接参数。
在焊接过程中,应根据PE配件上的焊接参数安装焊接机。
管道无法在焊接后3 小时内移动。
根据使用地点,有针对管道的配件,例如电渗促PE DIRECT,PE TEE,电气PE尖端电动启动9 0度肘部和4 5 度肘部,电融合法兰头,PE管的电融合盖以及其他用于管道的配件。
应该注意的是,电磁法兰的头部与热融化的法兰和热熔体的法兰不同。
PE电法兰的头部应使用合适的法兰电熔体。
pE管材热熔焊接技术参数
1 吸热期间的温度是全国标准PE8 0 2 1 0度/Plus,并减去1 0度。英国标准2 3 3 度/加和减3 度;国家标准PE1 00 2 2 5 度/加和减去1 0度。
2 焊接时间:国家标准管道直径SDR1 1 ÷1 1 ×1 0 =焊接时间,SDR1 7 .6 国家标准管道直径÷1 7 .6 ×1 0 =焊接时间。
3 9 0-3 1 5 SDR1 1 的冷却时间为:1 1 、1 4 、1 9 、2 3 、2 8 和3 5 分钟。
他的标准还有其他计算公式,计算时间与国家标准尤其是冷却时间大不相同。
压力:国家标准是吸收压力热量,而他的标准是吸收热压,牵引压力 +焊接压力=安装压力。
牵引力:这是一种压力,只能在机器运行时拉动管。
焊接压力:压力由国家标准÷圆柱焊接机的横截面面积=焊接压力。
扩展数据:有关管道连接的一般法规:1 在连接管道,管道,管道配件和配件之前,应根据设计和检查要求对其进行测试,该要求在施工现场必须在施工现场执行,然后才能在满足要求时使用它们。
主要的测试项目包括压力阻力水平,外表面的质量,配位质量,材料的一致性等。
3 应使用同一类中通过焊接,管道和配件连接的管道。
对于类似属性的管道,必须预先对其进行测试,并且只能在通过水平后执行。
4 将管道和配件在一定时间段内放置在建筑工地后,以确保管道和配件的温度保持一致。
5 在寒冷的气候(低于5 度)和强风环境中连接时,应采取保护措施或相连的过程。
6 7 .应在管道连接后检查外观,并且不克服专业资格的人应立即重做。
参考资料来源:Baudu Badi Bachu-参考来源的自动焊接设备:Baudu Bautia -PE管道连接