压铸机的吨位数代表什么?
铸造机的吨位是铸造铁路机的锁定能力,而不是闭合功率。铸造机的锁定能力是通过闭合挤压油缸和弯曲的肘部扩展机构的形状来实现的,而不是挤压油缸的模具的力量。
当涉及到铸造机吨位的选择时,它与铸造的总投影区有关(包括模具铸造的投影区,渣套装,酒水,直跑者和材料蛋糕),最好计算确切的投影区而不是使用系数。
由于大型物体的产品系数不能太高,而小物体的产品系数必须高,因此根据形状的实际投影区域计算锁定功率更为准确。
当涉及到铸造压力的选择时,这取决于铸件的复杂性。
通常,它的范围从5 00 bar到8 00 bar,这取决于经验。
由于铸造合金在“高速和高压”状态下停止,如果铸造机不密集,它将导致严重的飞行材料,造成与工作相关的损坏,现场肮脏和凌乱,并且铸造质量差。
因此,铸造机可以提供1 6 0h气动模具,称为1 6 0T。
铸造机的计算公式如下:铸造机模具锁定能力(T)= 1 .4 *铸造投影区 *比较模具铸造投影区 - 铸件的正交投影区 *模量 *模量(CM2 )
压铸机吨位怎么计算
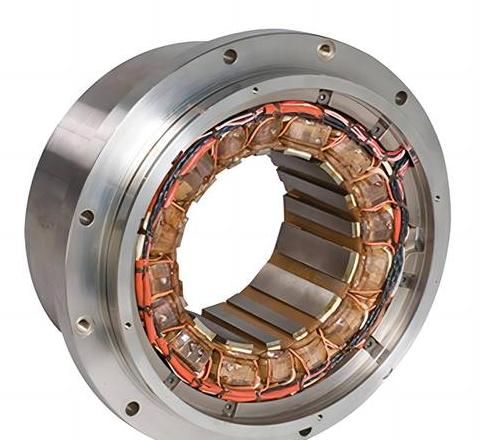
摘要:轴承机是用于篮子生产的特殊设备。许多人经常问何时选择旋转机器:“我的产品是xx克,尺寸为xx*xx mm。
应该使用什么尺寸来使其更合适?”首先,有必要理解茎栽培机的吨位是指汽车模具模具阻断力的尺寸,而储能锁定力是选择栽培机时要确定的第一个参数。
那么如何计算铸造机的锁定力?下面我们更加惊讶。
1 如何计算模具的吨位。
模具的吨位是模具的阻塞力,而不是拧紧力。
模具的阻塞力是通过模具拧紧的圆柱体的拧紧力以及柔性肘部膨胀的机理获得的,而不是模具锁定油的模具的强度。
至于合并合并合并的吨位,它与合并的总投影区有关(包括Ficcanaso的投影区,学校套餐,引擎盖,直跑者和材料蛋糕),更好地计算准确的投影区而不是使用系数。
由于大型物品的产品系数不能太高,而小型物品的产品系数必须高,因此根据模具的实际投影面积计算锁定力是更准确的。
至于合并压力的选择,它取决于喷气机的复杂性,通常在8 00 bar的5 00 bar之间。
由于fustelle合金在“高速和高压“状态”中都很干净,如果fustella机器不狭窄,它将引起严重的飞行材料,导致与工作,肮脏和差异相关的病变和喷气机的质量较差。
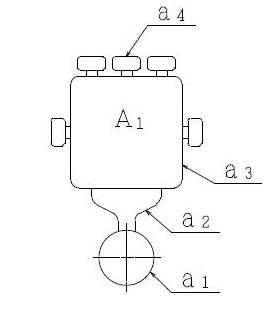
模具机器(t)= 1 .4 *融化的投影面积 *融合式的融合阶段的投影阶段,灌木阶段,阴影阶段,冰箱体育场阶段,吨位的选择,基于以下三个步骤。
0.3 A1 ) +溢出A3 系统(0.1 〜0.2 A1 ) + A4 材料手柄的面积(3 .1 4 xdxd,d是材料室的直径,也是冲孔的直径)。
B.充气力F1 =压缩压力(MPA)的总投影区AX特异性压力SO称为特定压力是每个单位面积运输的压力。
根据经验,一般部分3 0〜5 0轴承方5 0〜8 0防空密封8 0〜1 00。
C。
锁定力F2 =充气力F1 /K,K,K是保险系数:0.8 5 2 检查填充的程度总重量=合并重量 +走廊重量 +重量材料的管理 +溢流系统的重量已经存在。
计算他的深度并知道音量。
B.填充度=总重量/融合的总量熔化量是当不同熔融机使用不同材料室时合金的最大重量。
Ficcanaso的吨位受到控制根据填充程度和填充程度的价值,通常在4 0%至7 5 %之间。
3 检查模具的大小。
简单地排名喷气机模具并了解模具的大小。
B.检查Fe栽培机的科林斯柱的内部距离(根据模具的尺寸进行选择。
最后,它决定了机器的吨位以夹住旋转。
如何计算铝压铸件在多少吨位上压铸?
通常,铝的死亡是基于7 8 0-8 00气压的吨。这意味着总项目区域的乘积(包括该区域末端滑块末端的滑块的区域。
如果 - 真菌的总项目区域为2 00平方英尺CM。
然后,该设备的2 00x7 8 0(8 00)吨。
铝合金压铸加工费怎样计算
铝合金行业弹药成本成本的基础。通常是计算的。
例如,每公斤2 元的1 千克为1 千克一公斤2 千克。
简单产品或大订单的成本可以以1 0%-1 5 %的速度适当降低。
但这取决于产品的结构和特定要求。
例如,外观零件通常成本为1 .5 至两次。
具有复杂建筑物的产品的成本需要额外的1 0%-2 0%的成本。
在实际操作中,材料成本;制造业;生产的其他好处和其他有益于生产生产的因素。
生产成本将直接影响最终处理成本。
此外,变化和准确性是影响过渡和成本的重要因素。
对某些具有较高需求的产品的更改和身份验证要求将更高。
此外,变化进度将增加变革的时间。
在进行铝的革命时,处理生产需要了解以上所有,以准确报价处理成本。
因此,为了选择一个加工生产者的过程,生产成本的重点;修改设备;重要的是要注意,调整房地产需要上述费用。
客户可以首先提供货物或样品选择提取制造商。
压铸模具投影面积和压铸机吨位怎么计算?
安全系数较小,这种品尝的吨位通常为1 .5 因为材料越大,不均匀性越大。压缩比需求越大。
大约2 ,000吨的媒体计算为1 .5