圆锥销的标准直径是指什么?
锥引脚的标准直径是指符合确切尺寸标准的外径的圆锥形销的大小。特别是:定义:锥形引脚的标准直径是指锥面表面外径的尺寸直径,这是锥形销设计和选择的关键参数。
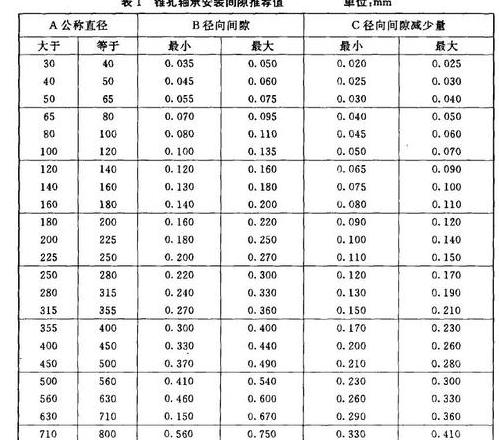
公差范围:标准直径的公差范围可能会因不同类型和使用的圆锥形引脚而变化。
例如,可以选择直圆锥销直径的直径以具有公差M6 或G6 ,而最终内部流的圆锥形销钉直径的稳定性为从+0.005 到+0.01 0,并提供M6 和P6 选项,H7 和G6 的负耐受耐受性。
应用的考虑:选择锥形销时,应根据实际的工作需求和结构特征确定其标准直径。
例如,连接引脚用于连接两个部分并传输较小的负载。
直径的选择应考虑到连接器的大小和强度的要求; PIM定位用于校正零件的位置,应根据结构确定其直径,并确保至少使用两个定位结论来满足定位准确性的要求。
总结,锥形接触的标准直径是一个综合概念,其中包括几个方面,例如材料的选择,加工技术和实际使用。
锥销的锥度是多少 锥销孔怎么加工 锥销孔加工注意事项
锥引脚是一个锥形销钉形引脚,通常由金属材料制成,设计的头部大头和锥形端,主要用于连接两个部分或将一部分固定到另一部分。这种类型的PIN被广泛用于机械设备,具有广泛的可用性。
接下来,本文将详细介绍锥形引脚的规格和锥形引脚的处理方法。
首先,锥形引脚是指锥形引脚的表面。
标准锥度分为两个系列:系列和工程系列。
标准系列的锥形角度为1 :5 0,是1 度,2 6 分钟和1 8 秒的表面角度,这是安装要求不高的情况下的理想选择。
锥形工程系列的锥形角度为1 :3 0,是2 度的锥形表面角,适用于具有高组装要求的场合。
其次,有许多处理锥形销孔的方法。
其中,钻井是最常用的方法。
处理过程很简单。
您所要做的就是使用合适尺寸的钻头在工件中钻孔。
但是,必须确定钻孔,张力和精度,以确保孔的准确性和质量。
处理的另一种方法是一种转向方法。
与钻孔方法不同,旋转方法需要处理铰刀。
在处理过程中,开始选择适当的铰刀,然后将工件框架边缘,直到满足要求为止。
与钻孔方法相比,旋转方法可以确保孔的准确性和饰面,并且可以在内部和外部孔中处理不同逐渐变细的孔。
当前,CNC加工中心是一种效率最高,精度最高的方法。
使用CNC加工中心处理圆锥形销孔不仅提高了处理效率,还可以提高处理质量。
机加工销钉可以实现完全自动操作,具有高精度的优势,复杂的形状和高可靠性。
在处理过程中,应考虑以下细节和预防措施:首先,在处理之前,应选择适当的工具,工具和处理参数,以确保孔的准确性和大小满足要求;其次,在加工过程中应保持孔的同心和均匀性,以避免孔或偏心问题;最后,处理后需要检查孔,以确保孔的尺寸,形状和质量满足需求;处理后,还需要清洁工件,以确保孔的表面干净易于安装。
1:50锥度是多少度
1 :5 0锥度约为1 度,特异性值为1 点1 4 度。计算锥度的公式:c =(d-d)/l,其中c表示锥度比表示大端直径,d代表小端直径,而L表示锥度的长度。
(1 )知道锥度比c,小头d的直径和总长度L,然后是大头d = c*c*l+d(2 )的直径,众所周知,大头d的直径,锥度比,锥度比c和总长度L,然后是小头d = d-c*l(3 )的直径(3 )的直径,这是二号的二重要的。
和锥度比C,然后总长度L =(d-d)/c④,众所周知,大头D的直径,小头D的直径和总长度L,然后锥度比c =(d-d-d)/l锥度是指锥底表面的比率是锥形的高度。
如果测量值是圆桌会议,则是上下底部圆圈和圆锥桌高度之间直径差的比率。
锥形塞量表主要用于检查产品的大直径,锥度和接触率,并且是一种特殊的综合检查工具。
锥形塞量规可以分为两种类型:尺寸插头量表和颜色插头量表。
由于对彩色锥形塞量表的设计和检查相对简单,因此广泛用于工件测量中。
锥度的类型:(1 )BT(JT,ISO)4 05 06 0全部为7 :2 4 ,用于连接铣床的主轴,主要用于定位和快速的工具更换; (2 )MOHS的锥度主要用于车床和钻孔机; MOHS的锥度有七个数字:0、1 、2 、3 、4 、5 和6 ,并且锥度值具有某些变化。
每个模型的标称直径大小分别为9 .04 5 、1 2 .06 5 、1 7 .7 8 、2 3 .8 2 5 、3 1 .2 6 7 、4 4 .3 9 9 和6 3 .3 4 8 主要用于各种工具棒和机床孔锥。
莫斯的锥度分为长锥和短锥。
长锥主要用于主动机床的主轴孔。
短锥用于机床配件和机床连接孔。
MOHS的短锥有六种型号:B1 2 ,B1 6 ,B1 8 ,B2 2 和B2 4 根据MOHS的长锥1 、2 和3 (3 )锥引脚1 :5 0用于固定零件并传输扭矩和轴向力。
1 :5 0定位锥引脚,工具锥等全部用于拆卸,并防止零件被未对准。
它是锥度的国际标准,用于精确定位。
由于锥度很小,因此可以使用摩擦原理传输某个扭矩距离。
因为它是锥度组合,所以可以很容易地拆卸。
在相同锥度的一定范围内,工件可以自由拆卸和组装,并且不会影响工作过程中的使用效果。
例如,如果需要在使用过程中拆卸和研磨钻头,则在拆卸后重新安装它不会影响钻头的中心位置。
(4 )在锯轴皮带轮的末端使用1 :2 0锥度。
(5 )零件具有锥度,主要是为了方便拆卸和定位,例如,弹性耦合的圆柱销的锥孔和锥度孔在1 :1 0时是锥度锥度; (6 )换档器的高速轴端在1 :1 0也有锥度,所有这些都是为了方便拆卸。
锥度和锥销的区别是什么?
锥度是指圆锥的下表面直径与锥形高度的比率。如果是圆桌会议,则是上下圆之间直径和圆锥桌高度之间的直径之比。
MOHS锥度主要用于板条和钻机机。
MOHS锥度有七个数字:0、1 、2 、3 、4 、5 和6 ,并且锥度值有一些变化。
每个模型的名义直径分别为9 .04 5 ,1 2 .06 5 ,1 7 .7 8 ,2 3 .8 2 5 ,3 1 .2 6 7 ,4 4 .3 9 9 ,6 3 .3 4 8 主要使用不同的工具(例如钻头,铣刀)和各种工具棒和机床孔锥。
MOHS锥度分为长锥和小锥体。
长锥主要用于主轴孔的主动机床孔。
短锥用于机床配件和机床连接孔。
MOHS的短锥包括六种型号:B1 2 ,B1 6 ,B1 8 ,B2 2 和B2 4 根据长锥1 、2 和3 的MOHS缩短它们。
例如,B1 0和B1 2 都是MOSH长锥1 的末端。
通常,机床选择小锥以使用配件尺寸和所需的变速箱扭矩。
例如,通常使用的钻头1 -1 3 毫米通常是B1 6 的小锥孔。
pin销函数:pent pin 1 :5 0用于固定零件并传输扭矩和轴向力。
1 :5 0定位锥,工具锥等全部用于Decisam,并防止零件不正确。
它是锥度的国际标准,用于准确位置的静态协调。
因为锥度太小,所以一定的扭矩距离可以使用摩擦原理传输。
因为它是锥度组合,所以很容易分离。
在同一锥度的一定范围内,工件可以独立地不明式地组装,并且不会影响工作期间的效果使用。
例如,如果需要在使用过程中拆卸钻头并进行研磨,则它不会通过重新安装钻头的中心位置。