pe管热熔、电熔焊接时间是多少?
通常焊接过程持续大约5 0秒,但具体时间会因管道口径变化而调整。PO类管道的焊接则必须遵循特定的工艺流程。
对于PE管道的电熔焊接,电压设定在3 9 .5 ±0.5 V,同时焊接电流不能超过1 00A。
冷却所需时间视管件规格而定,相关数据会标注在管件标签上。
若需更详细的时间参数,可以查阅pe管热熔及电熔时间表。
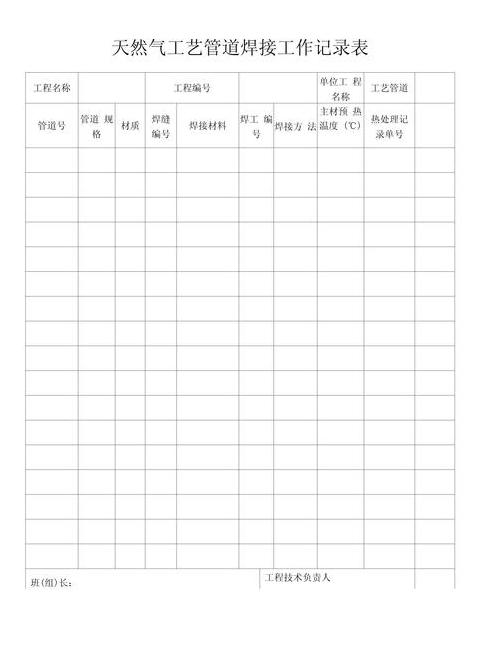
pe管焊接吸热时间表,压力时间表
确定PE管道焊接所需的时间,可以通过计算PE材质在每个时间区间内的值并求和得出。PE,即聚乙烯,是一种基础的塑料材料,常见于塑料袋和保鲜膜中。
HDPE则是一种具有高结晶度和非极性的热塑性树脂。
在PE管道的焊接过程中,尤其是PE管道对接焊缝,这种方法能在规定的直径和压力范围内提供极高的可靠性和稳定性。
具体操作是,首先对加热的管道端部施加接触压力,并依据定义好的温度来形成“镜像”,然后将端部迅速接触并保持压力,直至冷却完成。
另一种焊接方式是电熔连接,即先将电熔管件套在管材上,再使用专用焊机按照规定的参数(如时间、电压等)给电熔管件通电。
通电后,电熔管件内嵌的电热丝会使其内表面及管子插入端的外表面熔化,待冷却后,管材和管件便会自然熔合在一起。
电熔连接的优点在于操作简便、连接速度快、接头质量高且受外界因素干扰小,但电熔管件的成本相对较高,通常为普通管件的几倍至几十倍,且口径越小,成本差异越明显。
因此,电熔连接通常更适用于大口径管道的连接。